Custom Build Equipments
Batch Pasteurization |
Vacuum Driers |
Melting vessels |
Storage tank |
HTST Pasturization |
CIP |
Pumping Equipment |
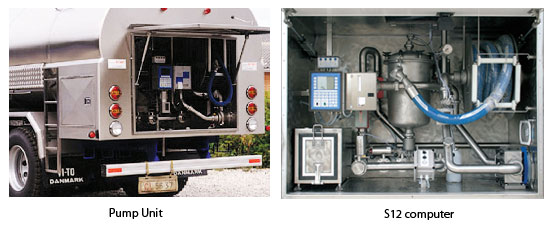
Pumping Equipment
Complete skid based pump unit. Built-in computer, flowsensor, air seperator and test sampler. Pump units can be delivered with capacities from 150 l/min to 2000 l/min. Fully automated data transferer to the dairy data systems SQL server. The pump unit communicates with a PC visualization program, that is used to control the storage of the milk.
Pumping unit for Milk trucks / reception systems
Ready to install pumping unit for installation in the pump cabinet of the milk truck. Built-in computer, flow meter, air-eliminator and milk sampler. Pumping units with capacities from 150 L/min to more than 1000 L/Min can be delivered. Can also be used as a reception unit at the dairy or at collection points.
Pumping systems for Tanker vehicles and stationary installations
The pumping systems can be delivered with capacities from 150 l/min. to more than 1000 l/min. The pumping system kan be delivered as components or as a complete unit. Built-in samplers is an option. The computer handles all registrations and communicates via GSM/GPRS with the computer network in the dairy.
S12 computer
A complete pumpingsystem consists of a S12 computer, pumps (1 or 2, for example with an analogue control), air separator, samplers and flow meter. The S12 computer can also be installed in existing tankers. The computer is installed together with a built-in printer unit, in a stainless cabinet.
The S12 computer is normally installed with a pumping system in either a side cabinet or a rear cabinet in the milk tanker. The standard version of the S12 computer controls the following functions:
- :: Registration of the milk quantity
- :: Controlling the air separator
- :: Registration of the temperature
- :: The sampler is controlled and cleaned
- :: Receipt printer for the supplier receipt
- :: Label printer for the sample vials
- :: Positive identification of the supplier by use of supplier keys, GPS, ect.
- :: Backups of all incoming data, stored in a data key
- :: Data transfer via data key or GSM/GPRS